
解锁G41与G42编程秘籍:高效运用技巧大揭秘
在深入探讨G41与G42这两个术语的应用时,我们首先需要明确它们通常出现在哪个技术或行业领域。G41与G42在数控编程(CNC编程)中扮演着至关重要的角色,特别是与机床加工中的刀具补偿密切相关。了解并正确使用G41和G42指令,能够显著提高加工精度,避免刀具与工件的碰撞,是每一位CNC编程师和机床操作员必须掌握的技能。

G41与G42基础概念
在CNC编程中,G41代表左侧刀具半径补偿(Left Cutter Compensation),而G42则代表右侧刀具半径补偿(Right Cutter Compensation)。这两个指令用于自动调整刀具路径,以补偿刀具的实际半径,确保加工后的轮廓符合设计要求。选择G41还是G42,取决于刀具相对于编程路径的移动方向以及你希望刀具偏置的方向。
如何使用G41与G42
1. 确定刀具偏置方向
左侧补偿(G41):当刀具沿编程路径移动时,如果刀具中心线偏向编程路径的左侧,则应使用G41指令。

右侧补偿(G42):反之,如果刀具中心线偏向编程路径的右侧,则应选择G42。
2. 编写程序
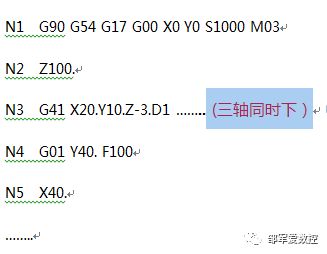
在CNC程序中,G41和G42的使用需配合具体的刀具半径值(通过D代码指定)以及随后的移动指令(如G00、G01等)。以下是一个简化的示例,展示如何在程序中应用G41或G42:
```gcode
O0001 (程序号)
N10 G21 (选择公制单位)
N20 G90 (绝对编程)
N30 T0101 M06 (选择第一把刀具,刀具补偿号设为01)
N40 G43 H01 Z5 M08 (激活刀具长度补偿,刀具提升至安全高度并打开冷却液)
N50 G00 X0 Y0 Z5 (快速移动到起始位置)
N60 G41 D01 X50 Y50 (激活左侧刀具半径补偿,开始加工)
N70 G01 Z-10 F100 (直线插补,向下切削)
N80 Y100 (继续沿Y轴切削)
N90 X100 (改变切削方向)
N100 Y50 (继续切削)
N110 X50 (回到起点位置)
N120 G40 (取消刀具半径补偿)
N130 G00 Z5 (提升刀具至安全高度)
N140 M09 (关闭冷却液)
N150 M30 (程序结束)
```
在上述程序中,G41 D01在N60行激活了左侧刀具半径补偿,D01对应于之前设置的刀具半径补偿值。随后,程序通过G01和G00指令控制刀具移动,实现轮廓的加工。完成加工后,使用G40指令取消刀具半径补偿,避免后续操作受到影响。
注意事项
补偿方向判断:正确判断刀具相对于编程路径的偏置方向至关重要,错误的补偿方向会导致加工错误。
补偿值设定:确保在机床系统中为每把刀具正确设置了刀具半径补偿值。
检查与试切:在正式加工前,进行空走刀或试切以验证补偿设置是否正确。
机床与控制系统兼容性:不同品牌和型号的CNC机床及其控制系统在指令支持和细节处理上可能存在差异,需参考具体机床的操作手册。
结论
掌握G41和G42刀具半径补偿的使用,对于提高CNC加工精度和效率具有重要意义。通过准确判断补偿方向、合理设置补偿值,并结合机床的实际操作进行验证和调整,可以确保加工出的零件符合设计要求,减少废品率,提升生产效益。随着对CNC编程和机床操作的不断深入学习和实践,你将能够更加灵活地运用这些技巧,应对各种复杂的加工任务。





-
 揭秘!奇怪的大冒险终极关卡通关秘籍资讯攻略02-17
揭秘!奇怪的大冒险终极关卡通关秘籍资讯攻略02-17 -
 上官婉儿高效连招技巧大揭秘资讯攻略11-28
上官婉儿高效连招技巧大揭秘资讯攻略11-28 -
 揭秘打印世界:小白秒变高手,轻松探索与运用海量打印模板库资讯攻略10-27
揭秘打印世界:小白秒变高手,轻松探索与运用海量打印模板库资讯攻略10-27 -
 捉泥鳅秘籍:高效技巧与趣味方法大揭秘资讯攻略11-15
捉泥鳅秘籍:高效技巧与趣味方法大揭秘资讯攻略11-15 -
 解锁干字的多样读音:多音字注音秘籍与创意组词大挑战!资讯攻略10-24
解锁干字的多样读音:多音字注音秘籍与创意组词大挑战!资讯攻略10-24 -
 《奇葩汉字王》生活改善全攻略,轻松通关秘籍!资讯攻略04-06
《奇葩汉字王》生活改善全攻略,轻松通关秘籍!资讯攻略04-06





